آنیل چیست ؟
به فرآیند گرم کردن یک فلز یا آلیاژ در دمای مناسب برای مدت معین و سپس خنک شدن آهسته آن (عموماً خنک کردن در کوره)، آنیل کردن یا بازپخت گفته میشود.
اساس آنیل کردن فولادها، تبدیل ساختار پرلیت به آستنیت پس از گرم کردن فولاد است. بعد از آنیل کردن، ساختار نزدیک به ساختار تعادلی است.

هدف آنیل کردن
- کاهش سختی فولاد، بهبود پلاستیسیته، تسهیل ماشینکاری و فرآیند تغییر شکل سرد.
- یکنواخت شدن ترکیب شیمیایی و دانه بندی فولاد برای بهبود کارایی و آماده سازی برای سختکاری.
- از بین بردن تنش داخلی و سختی حاصل از فرآیندهای قبلی مانند سختکاری برای جلوگیری از تغییر شکل و ترک خوردن.
برای قطعات تحت تنش کم و کارایی پایین، آنیل و نرماله کردن میتواند عملیات حرارتی نهایی باشد.
طبقه بندی روشها
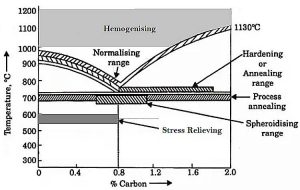
با توجه به دمای گرمایش، روشهای متداول آنیل به موارد زیر تقسیم میشود:
آنیل با تغییر فاز در دمای بالاتر از دمای بحرانی (Ac1 یا Ac3):
- آنیل کامل
- آنیل نفوذی (همگن کردن)
- آنیل کروی
آنیل زیر دمای بحرانی (Ac1 یا Ac3):
- تبلور مجدد
- تنش زدایی
آنیل کامل
فرآیند:
فولاد تا 20-30 درجه سانتی گراد بالاتر از Ac3، حرارت داده و برای مدت معینی در همان دما نگه داشته سپس به طور آهسته (همراه با کوره) خنک میشود تا به ساختار تعادلی نزدیک شود.
آنیل کامل عمدتاً برای فولادهای کم کربن و کربن متوسط و فولاد آلیاژی کربن متوسط، ریخته گری، فورج و نورد گرم و گاهی اوقات قطعات جوشکاری شده استفاده میشود.
هدف:
- ریز دانه شدن
- ایجاد ساختار یکنواخت
- از بین رفتن تنش داخلی
- کاهش سختی
- بهبود ماشینکاری فولاد
ساختار فولاد بعد از آنیل کامل فولاد هیپویوتکتوئید فریت و پرلیت است.
آنیل ایزوترمال
آنیل کامل مدت زمان زیادی طول میکشد، به خصوص وقتی که فاز آستنیت در فولاد پایدارتر باشد.
اگر فولاد آستنیتی شده تا کمی پایین تر از دمای Ac1 خنک و در این دما مدتی نگه داشته شود و سپس سرد شود تا به دمای اتاق رسد، میتواند مدت زمان آنیل را تا حد زیادی کوتاه کند. به این روش آنیل ایزوترمال گفته میشود.
فرآیند:
فولاد تا دمای بالاتر ازAc3 یا (Ac1) گرم میشود. پس از صرف مدت زمان مناسب در آن دما، قطعه را در دمایی در ناحیه فاز پرلیت خنک کرد تا تمام آستنیت به پرلیت تبدیل شود سپس میتوان قطعه را تا دمای اتاق سرد کرد.
هدف:
- همانند آنیل کامل با این تفاوت که کنترل آن آسانتر است.
- مناسب برای فولاد با آستنیت پایدارتر: فولاد کربن بالا (C> 0.6٪)، فولاد ابزار آلیاژی، فولاد ابزار پر آلیاژ (>10٪ از عناصر آلیاژ).
- آنیل ایزوترمال همچنین برای دستیابی به ساختار و عملکرد یکنواخت مفید است. با این وجود، برای قطعات با مقطع بزرگ مناسب نیست، زیرا دستیابی به دمای ایزوترمال در داخل قطعه آسان نیست.
آنیل کروی کردن
یک فرآیند عملیات حرارتی برای رسیدن به کاربیدهای کروی در داخل زمینه فریتی پیوسته.
فرآیند:
فولاد در دمای 20 تا 30 درجه سانتیگراد بالاتر از Ac1 گرم میشود، مدت زمان نگهداری نباید خیلی طولانی باشد (به طور کلی 2 تا 4 ساعت). معمولاً در داخل کوره یا در دمای 20 درجه سانتیگراد زیر Ar1 به صورت ایزوترمال خنک میشود.
این فرآیند عمدتاً برای فولاد یوتکتوئیدی و فولاد هایپریوتکتوئیدی مانند فولاد ابزار کربنی، فولاد ابزار آلیاژی، فولاد بلبرینگ و غیره استفاده میشود.
پس از نورد و فورج فولاد هایپر یوتکتوئید، فولاد خنک شده در هوا ساختار پرلیت لایهای و سمنتیت شبکهای دارد. این نوع ریزساختار سخت و شکننده است، نه تنها بریدن آن دشوار است، بلکه تغییر شکل و ترک خوردگی در فرآیند کوانچ بعدی نیز به آسانی صورت میگیرد.
در آنیل کروی کردن ساختار نهایی کاربیدهای کروی در زمینه فریبی است که نه تنها سختی کمی دارد بلکه برای ماشینکاری نیز مناسب است.
هدف:
- کاهش سختی
- ایجاد ساختار یکنواخت
- بهبود قابلیت ماشینکاری و آماده سازی برای کوانچ
آنیل نفوذی (همگن کردن)
فرآیند:
شمشها، قطعات ریخته گری یا ورقهای فورج شده تا درجه حرارت کمی پایینتر از شروع خمیری شدن برای مدت طولانی گرم شده، سپس به آرامی خنک میشود تا غیر یکنواختی ترکیب شیمیایی از بین برود.
هدف:
- از بین بردن جدایش دندریتی و منطقهای حاصل از فرآیند انجماد و همگن کردن ترکیب و ساختار
درجه حرارت فرآیند همگن سازی بسیار بالا است، (معمولاً دمای 100 ~ 200 درجه سانتیگراد بالاتر از Ac3 یا Accm)، و بستگی به میزان جدایش ساختار و نوع فولاد دارد. - مدت زمان نگهداری در دمای مورد نظر معمولاً 10 ~ 15 ساعت است.
- پس از همگن سازی، برای کاهش اندازهی دانهها لازم است قطعات تحت آنیل کامل و یا نرماله قرار گیرند.
آنیل تنش زدایی
فرآیند:
فولاد تا دمای معینی زیر Ac1 (عموماً 500 ~ 650 درجه سانتیگراد) حرارت داده شده و سپس با کوره خنک شود.
دمای تنش زدایی از Ac1 پایینتر است، بنابراین باعث تغییر در ریزساختار نمی شود.
هدف:
- از بین بردن تنش باقی مانده
تبلور مجدد
از جمله اثرات کار سرد عبارت از تغییر شکل دانهها در جهت اعمال نیرو و ایجاد تنشهای داخلی است. در عملیات حرارتی تبلور مجدد دانههای جدید هم محور و عاری از تنش در فلز کار سرد شده به وجود میآید. در ضمن این عملیات، تغییراتی که در اثر انجام کار سرد در خواص فیزیکی و مکانیکی به وجود آمده از بین میرود و قطعه به حالت قبل از کار سرد برمیگردد.
حداقل دما برای تبلور مجدد فلزات برابر با 4/0 دمای ذوب آنهاست و فرآیند تبلور مجدد باید در 100-200 درجه سانتی گراد بالاتر از حداقل دما انجام شود.
چطور فرآیند آنیل مورد نیاز را انتخاب کنیم؟
انتخاب روش آنیل سازی به طور کلی دارای اصول زیر است:
- برای فولادهای مختلف با ساختار هیپویوتکتوئید به طور کلی آنیل کامل انتخاب میشود.
- به منظور کوتاه کردن زمان آنیل، میتوان از آنیل ایزوترمال استفاده کرد.
- آنیل کروی کردن به طور کلی در فولاد هایپریوتکتوئید استفاده میشود.
- برای فولاد ابزار، فولاد بلبرینگ اغلب از آنیل کروی کردن استفاده میشود.
- برای قطعات اکستروژن سرد از فولاد کم کربن یا کربن متوسط گاهی اوقات از آنیل کروی استفاده میشود.
- به منظور از بین بردن سختی حاصل از کار سرد، میتوان از تبلور مجدد استفاده کرد.
- به منظور از بین بردن تنش داخلی ناشی از پردازشهای مختلف، میتوان از آنیل تنش گیری استفاده کرد.
- به منظور بهبود ناهمگن بودن ساختار و ترکیب شیمیایی فولاد آلیاژی با کیفیت بالا، از فرآیند همگن کردن استفاده میشود.